

Every year your customer has to clean their tower basin and chiller tubes due
to dirt.'
Offer John Deere Green Tech Filtration Systems with .2#/7# pressure drop, cleanable while in operation and fully
automatic. 100% flow filtration, to reduce the TSS and greatly reduce make up water flushing saving thousands to
millions of gallons of expensive water every year.
to dirt.'
Offer John Deere Green Tech Filtration Systems with .2#/7# pressure drop, cleanable while in operation and fully
automatic. 100% flow filtration, to reduce the TSS and greatly reduce make up water flushing saving thousands to
millions of gallons of expensive water every year.
- 1. Offer automatic water filtration from 2 – 3500 microns full flow or side stream.
- 2. Offer manual water filtration from 2 – 3500 microns full flow or side stream.
- 3. Centrifugal Solids separators don’t work with variable volumes.
- 4. Basket or Bag filters plug too fast and don’t get cleaned. (Just ask)
- 5. Largest surface area strainer for lowest pressure drop.
- 6. Best cleaning options for best efficiency.
| |
| |
| |
| |
| |
| |
| |
| |
Cooling Tower Filtration

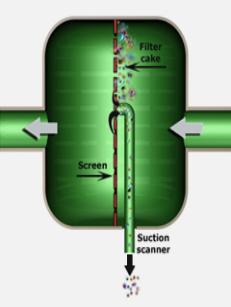

Suction-scanning technology makes elegant use of
simple physics. As the filter screen captures particles,
the pressure differential between the inside surface
(the inlet side) and the outside surface (the outlet
side) of the screen increases. When that pressure
differential reaches 7 psi, the Green Tech system
opens an exhaust valve. The exhaust valve drains the
suction scanner, a hollow 316 stainless steel tube
tipped with nozzles just millimeters from the screen
surface.
simple physics. As the filter screen captures particles,
the pressure differential between the inside surface
(the inlet side) and the outside surface (the outlet
side) of the screen increases. When that pressure
differential reaches 7 psi, the Green Tech system
opens an exhaust valve. The exhaust valve drains the
suction scanner, a hollow 316 stainless steel tube
tipped with nozzles just millimeters from the screen
surface.
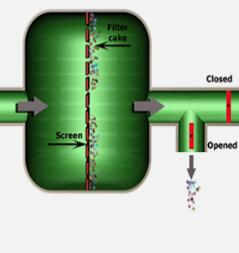
Opening the exhaust valve to the unpressurized
outside environment causes water to flow in a
high-velocity stream backwards across the screen
into the nozzles, carrying the captured particles,
or filter cake, with it.
The nozzles concentrate the suction effect on less
than one square inch of screen at a time, creating
a powerful and highly effective cleaning force - a
phenomenon we call "focused back flushing." The
suction scanner travels down the screen in a
spiral pattern at a fixed speed, cleaning 100% of
the screen surface in a 25-to-40-second stroke.
outside environment causes water to flow in a
high-velocity stream backwards across the screen
into the nozzles, carrying the captured particles,
or filter cake, with it.
The nozzles concentrate the suction effect on less
than one square inch of screen at a time, creating
a powerful and highly effective cleaning force - a
phenomenon we call "focused back flushing." The
suction scanner travels down the screen in a
spiral pattern at a fixed speed, cleaning 100% of
the screen surface in a 25-to-40-second stroke.
relate directly to its ability to transfer heat, which begins with clean evaporator and condenser tubes. Large chillers contain
several miles of tubing in their heat exchangers, so keeping these large surfaces clean is essential for maintaining high-
efficiency performance.
Chiller efficiency deteriorates as tubes become fouled, when mud, algae, sludge, scale or contaminants accumulate on the
waterside of heat-transfer surfaces. The rate of fouling depends on the system type — open or closed — as well as on water
quality, cleanliness and temperature.
Most chiller manufacturers recommend cleaning condenser tubes annually, since they typically are part of an open system,
and they recommend cleaning evaporator tubes once every three years for closed systems. But if the evaporator is part of an
open system, they recommend periodic inspection and cleaning.
Managers can consider two primary methods for cleaning tubes:
* Mechanical cleaning removes mud, algae, sludge and loose materials from smooth-bore tubes and consists of removing
the water-box covers, brushing the tubes and flushing with clean water. For internally enhanced tubes, managers should
consult the chiller manufacturer for mechanical-cleaning recommendations.
* Chemical cleaning removes scale. Most chiller manufacturers recommend consulting with a local water-treatment supplier
to determine the proper chemical solution required. A thorough mechanical cleaning should always follow a chemical
cleaning.
New chillers feature automatic tube-brushing systems, which can be retrofit onto existing chillers. These systems use small,
nylon-bristled brushes that flow through the tubes for cleaning. A custom-manufactured, four-way reversing valve is installed
in condenser water-piping system, and every six hours, the system automatically reverses the flow through the condenser
tubes for about 30 seconds.
Coupled with proper water treatment, these systems virtually eliminate fouling within the chiller and maintain design-
approach temperatures. These systems typically show payback periods of less than two years.
Step 3: Ensure a Leak-free Unit
several miles of tubing in their heat exchangers, so keeping these large surfaces clean is essential for maintaining high-
efficiency performance.
Chiller efficiency deteriorates as tubes become fouled, when mud, algae, sludge, scale or contaminants accumulate on the
waterside of heat-transfer surfaces. The rate of fouling depends on the system type — open or closed — as well as on water
quality, cleanliness and temperature.
Most chiller manufacturers recommend cleaning condenser tubes annually, since they typically are part of an open system,
and they recommend cleaning evaporator tubes once every three years for closed systems. But if the evaporator is part of an
open system, they recommend periodic inspection and cleaning.
Managers can consider two primary methods for cleaning tubes:
* Mechanical cleaning removes mud, algae, sludge and loose materials from smooth-bore tubes and consists of removing
the water-box covers, brushing the tubes and flushing with clean water. For internally enhanced tubes, managers should
consult the chiller manufacturer for mechanical-cleaning recommendations.
* Chemical cleaning removes scale. Most chiller manufacturers recommend consulting with a local water-treatment supplier
to determine the proper chemical solution required. A thorough mechanical cleaning should always follow a chemical
cleaning.
New chillers feature automatic tube-brushing systems, which can be retrofit onto existing chillers. These systems use small,
nylon-bristled brushes that flow through the tubes for cleaning. A custom-manufactured, four-way reversing valve is installed
in condenser water-piping system, and every six hours, the system automatically reverses the flow through the condenser
tubes for about 30 seconds.
Coupled with proper water treatment, these systems virtually eliminate fouling within the chiller and maintain design-
approach temperatures. These systems typically show payback periods of less than two years.
Step 3: Ensure a Leak-free Unit
What payback periods their organizations would approve. No
hands went up at 10 years; few went up at five. But a
five-year payback equals a 20 percent ROI, Whitson pointed
out. A four-year payback offers a 25 percent return. And if a
project pays for itself in three years, the ROI is 33 percent.
Those numbers give facility executives a much more powerful
tool to sell energy efficiency projects than payback periods
provide.
Putting a project in terms of ROI may help facility executives
win funding for projects that exceed the organization's stated
investment horizon. Consider an organization that is willing to
consider only energy efficiency investments with payback
periods of 18 months or less. By that criterion, a project with a
50 percent ROI will be turned down. When the energy project
is put in terms of ROI, the finance department may be willing
to consider its investment horizon.

5975 Dixie Hwy, Saginaw, Michigan 48601 - 989-746-0700p/989-746-0777f







